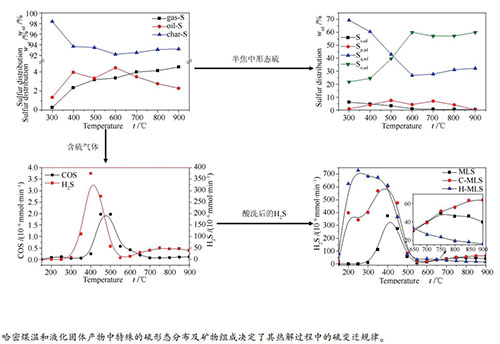
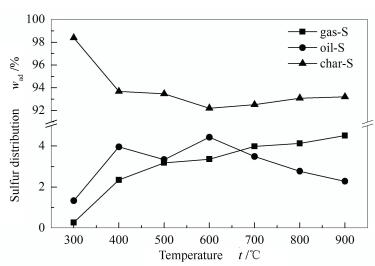
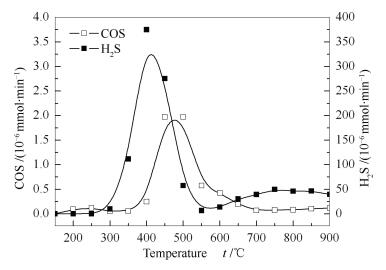
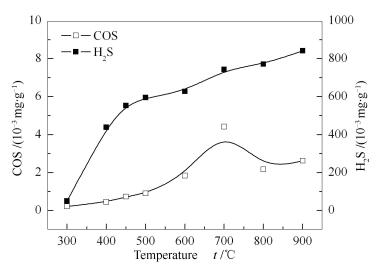
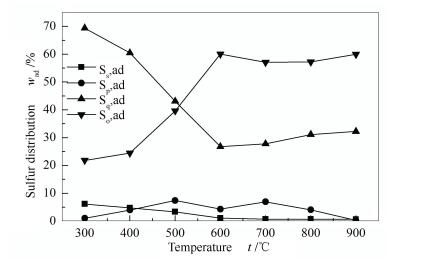
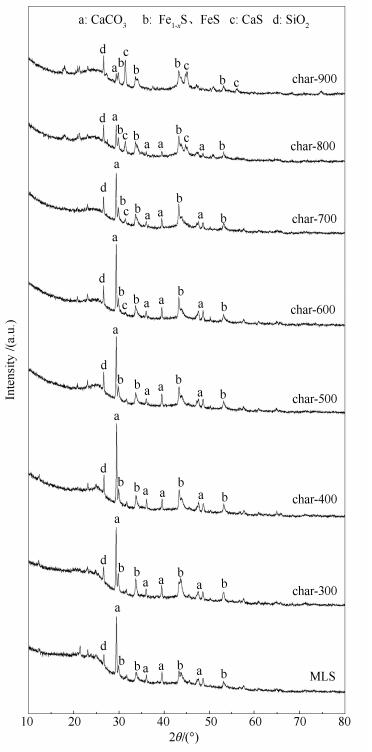
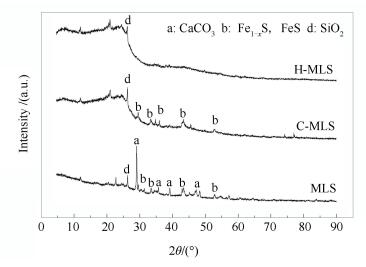
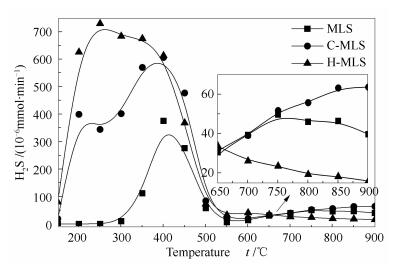
Abstract: The sulfur-containing gases evolution and the transformation of sulfur during pyrolysis of mild liquefaction solid product (MLS) were studied in a fixed-bed reactor. Meanwhile, the effects of mineral matters on the sulfur transformation were explored. The results show that most of the sulfur remains in the char under the experimental conditions in this work. Less than 10% of the sulfur migrates into tar and sulfur-containing gases. The sulfur-containing gases generated in pyrolysis is mainly H2S. In addition, the generation rate of H2S reaches the maximum when MLS is pyrolyzed at 400 ℃. The contents of various forms of sulfur in both MLS and its pyrolysis char were determined by the modified method. The analysis shows that the decomposition and conversion of sulfide sulfur and organic sulfur are the main reactions of sulfur-containing matters during the pyrolysis process of MLS. As the pyrolysis temperature increases, the organic sulfur in MLS gradually decomposes and is converted into sulfur-containing gases. When the temperature is lower than 600 ℃, the sulfide sulfur in MLS is gradually transformed into sulfur-containing gases, organic sulfur and a small amount of pyrite sulfur. When the pyrolysis temperature is higher than 600 ℃, the alkaline minerals in MLS would absorb H2S and convert into sulfide sulfur. Consequently, the content of sulfide sulfur slowly increases. Acetic acid pickling treatment can retain most of the sulfide sulfur in MLS. After pickling, the generation rate of H2S during MLS pyrolysis increases, and the peak temperature shifts to the lower temperature. When the pyrolysis temperature is over 600 ℃ the desulfurization reaction rate of the organic sulfur and sulfide sulfur decreases. Meanwhile, the alkaline minerals in MLS can react with H2S to form metal sulfides, leading to a significant decrease in H2S generation rate.
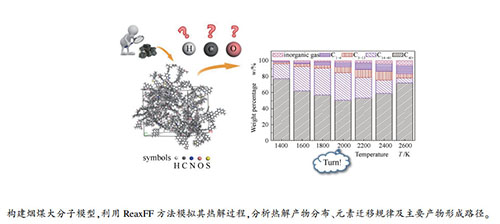
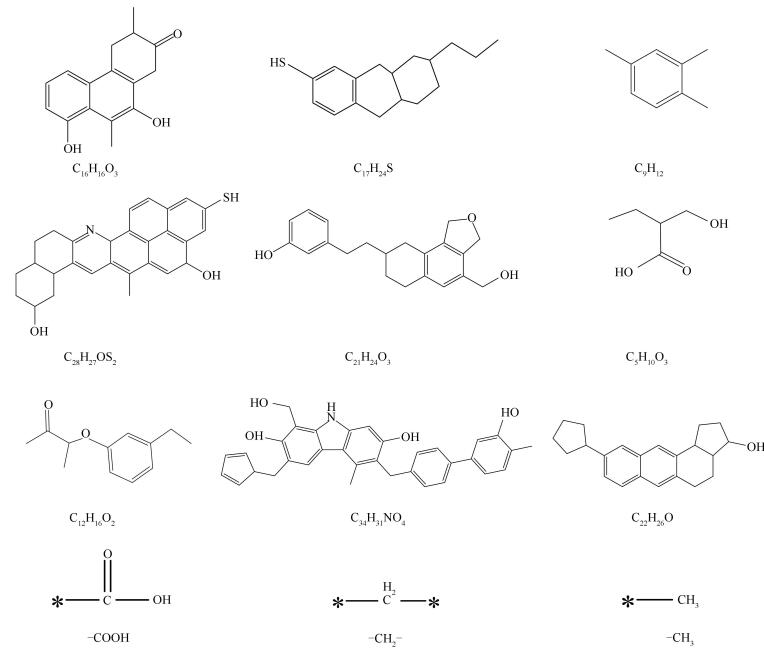
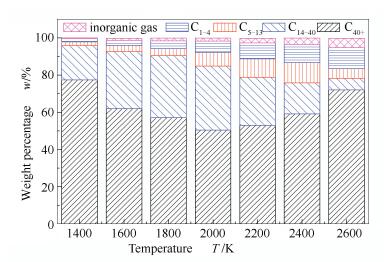
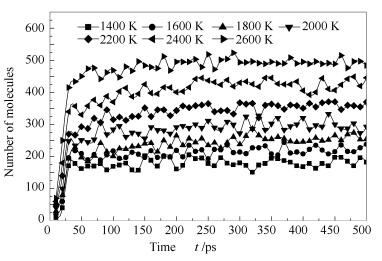
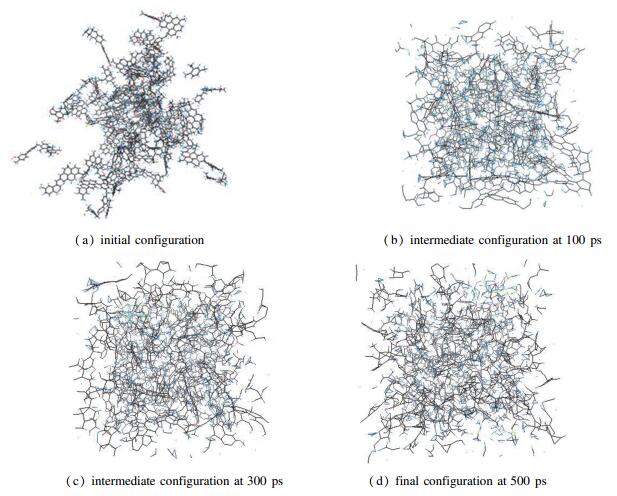
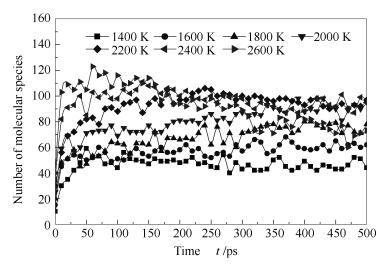
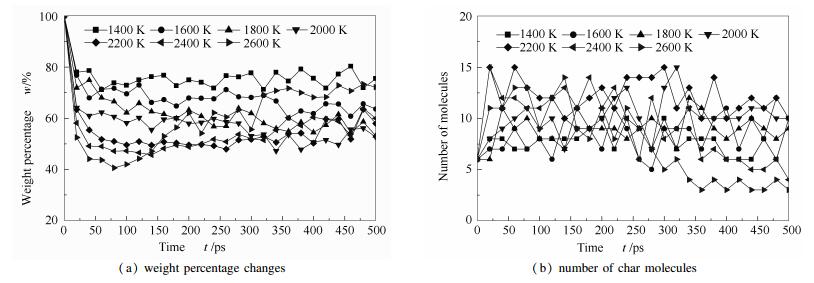
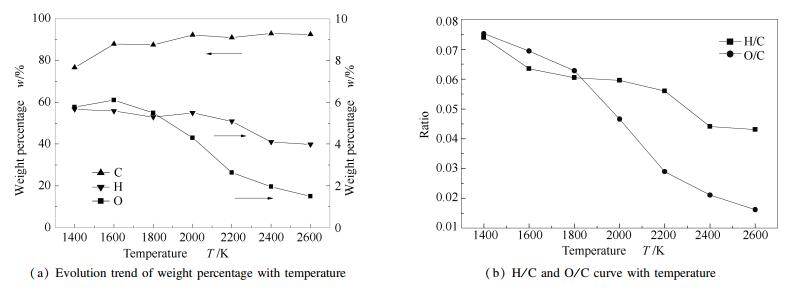
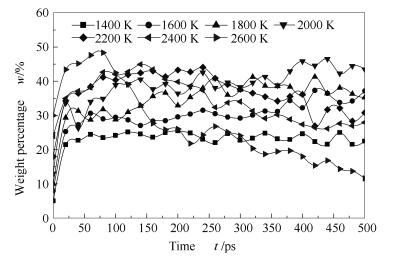
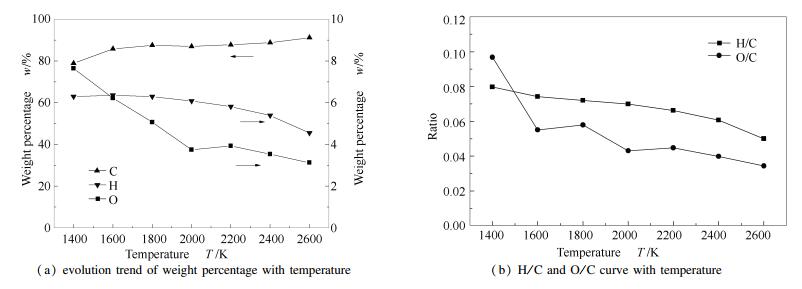
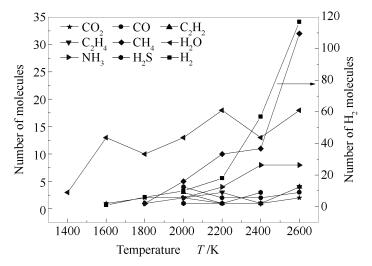
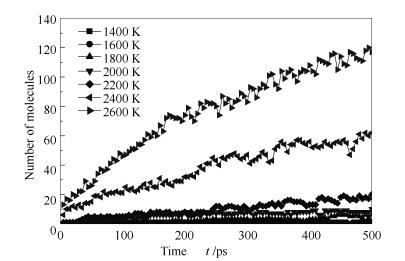
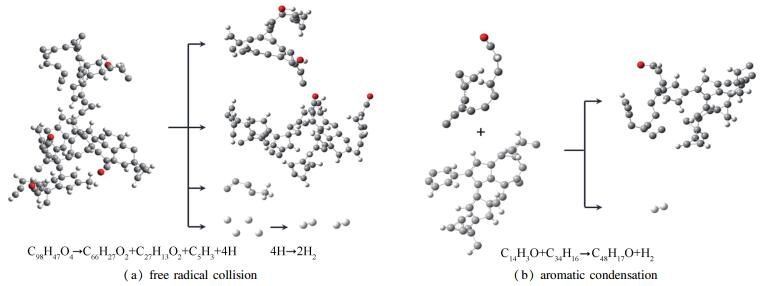
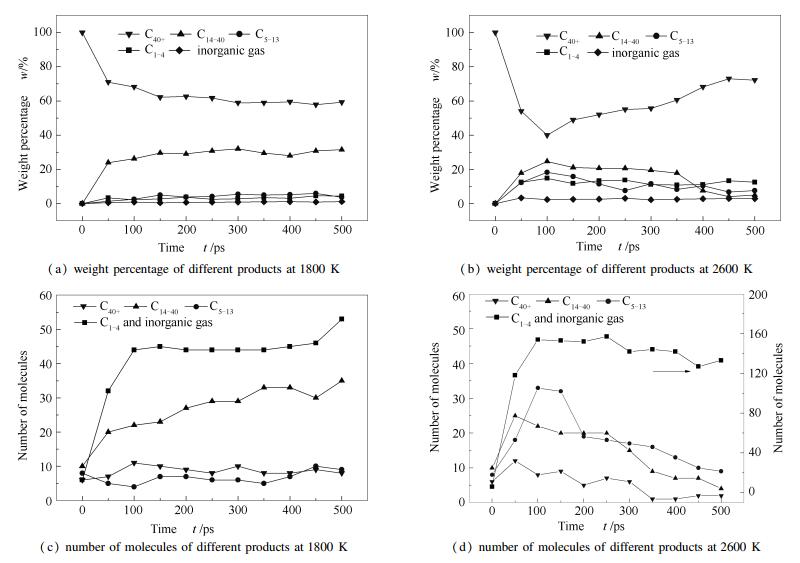
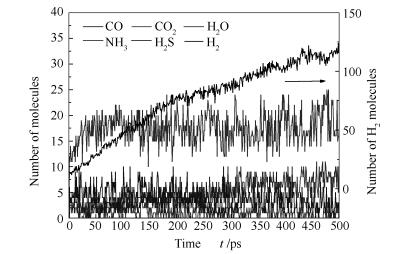
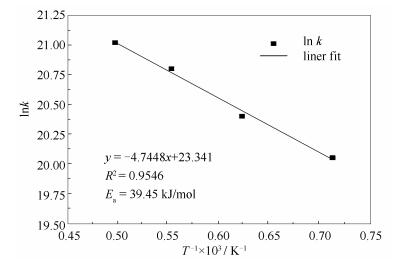
Abstract: A reasonable and effective macromolecular model of bituminous coal was established. The molecular dynamics method based on reactive force field (ReaxFF) was used to simulate the pyrolysis process of typical bituminous coal in the range of 1400-2600 K. The distribution of products and evolution of intermediate radicals were analyzed. Calculation results showed that with increase of pyrolysis temperature, yield of char firstly increased and then decreased, while the trend in tar production was opposite. Yield of pyrolysis gas increased monotonously with increasing temperature. The pyrolysis of coal at low temperature mainly experienced primary reaction with formation of tar free radical fragments and small molecular gases. At high temperature, the secondary reaction of tar fragments was remarkable, and char with more content but less quantity and small molecular gas with more content and quantity were produced. The temperature turning point from the primary reaction to the second one was 2000 K. Under the high temperature pyrolysis conditions, C and H in coal gradually migrated into char and tar, while oxygen-containing functional groups were more active, resulting in migration of O to pyrolysis gases. In the secondary reaction stage, comparing chemical properties of the three elements C, H and O, O was the most active, H was the second, and C was the most stable. H2O was firstly released during pyrolysis. NH3 mainly came from secondary reactions during which H2S was consumed and converted into other products. Yield of H2 was the highest, and increased with increasing pyrolysis temperature. A large amount of H2 was generated in secondary reactions, which was mainly from collision of hydrogen radicals generated from pyrolysis and condensation of aromatic structures. Based on ReaxFF simulation results, the weightless activation energy of coal pyrolysis was 39.45 kJ/mol.
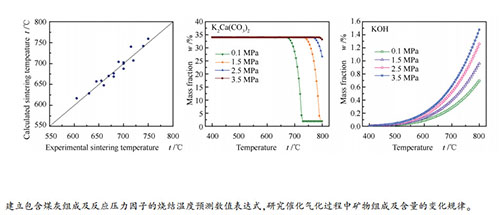
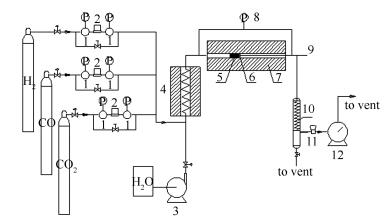
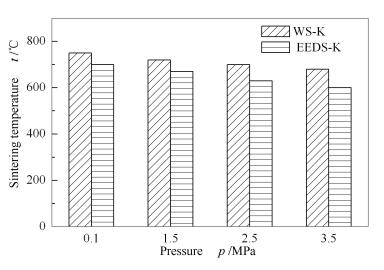
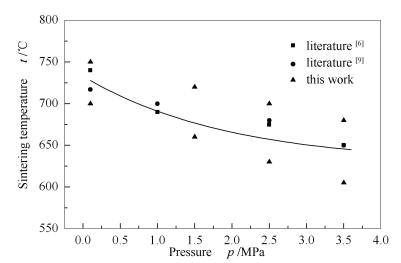
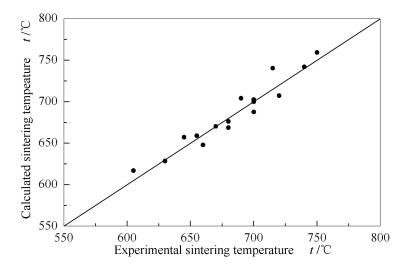
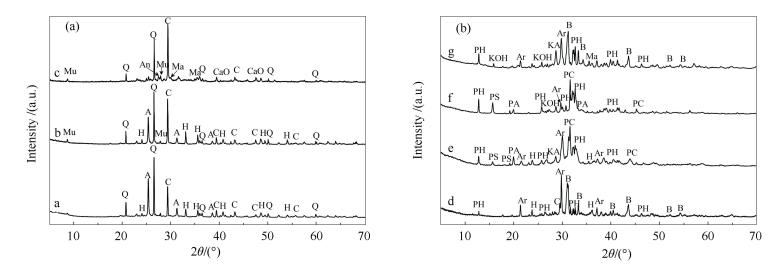
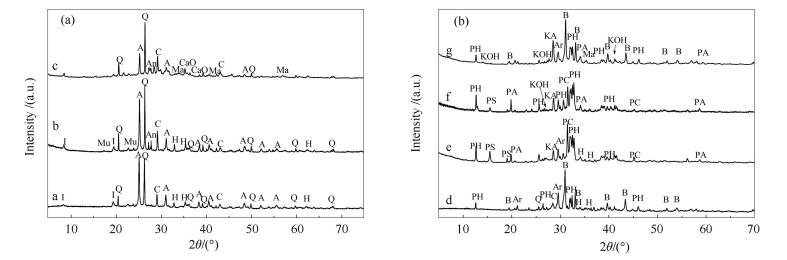
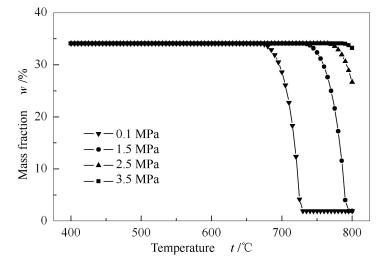
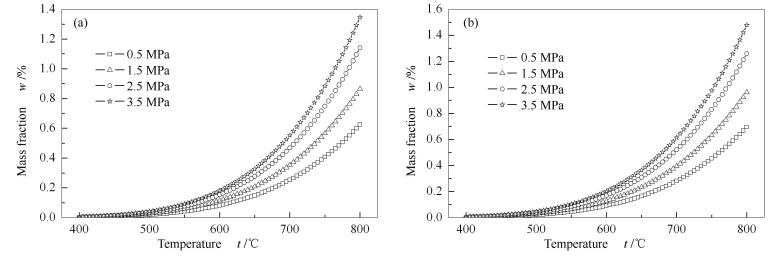
Abstract: The influence of reaction pressure on the sintering temperature of potassium carbonate loaded coal ash was investigated in H2O-H2-CO-CO2 atmosphere. An empirical equation for sintering temperature calculation was derived based on the content of ash, the ash composition, the catalyst loading and the reaction pressure. The deviation between the calculated value and the experimental value was within ±15 ℃ (2%). The transformation of two coal ashes was investigated by X-ray diffractometer and thermodynamic calculation. It was found that potassium carbonate could react with anhydrite and calcite in coal to produce potassium sulfate and butschliite. The potassium sulfate and hematite could be reduced in the H2O-H2-CO-CO2 atmosphere, and the decomposition temperature of butschliite increased with the increase of pressure. Moreover, the content of potassium hydroxide in the potassium loaded coal ash increased with the increase of temperature and pressure. The minimum sintering temperatures of coal ash under different pressures were related to the content of potassium hydroxide; when the contents of potassium hydroxide in ashes reached to a certain value, the calculated minimum sintering temperature was very close to the experimental one under different pressures.
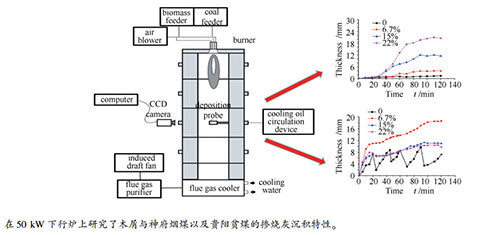
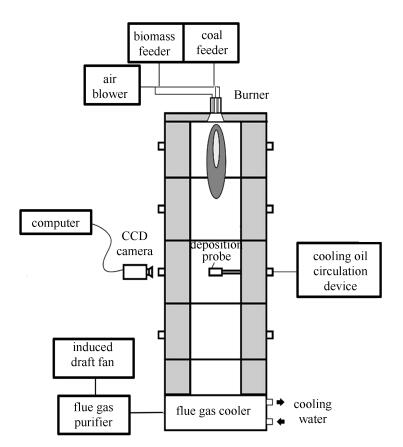
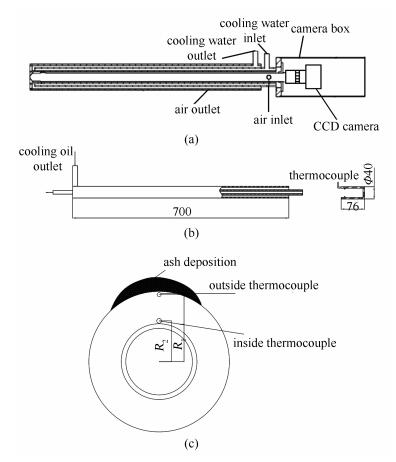
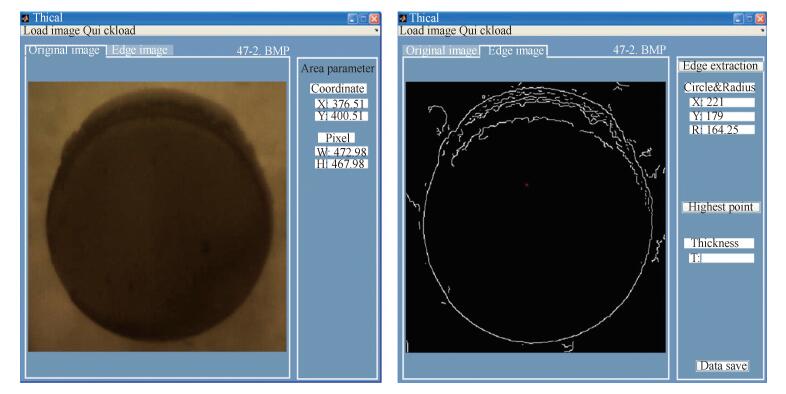
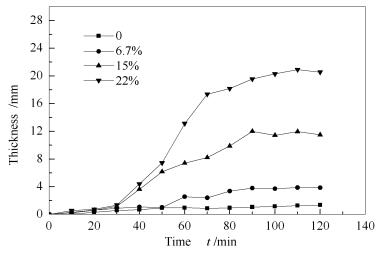
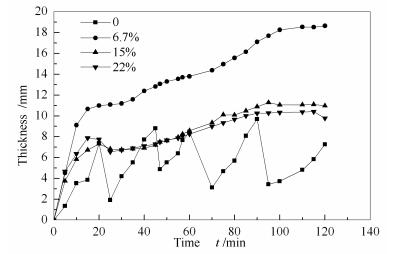
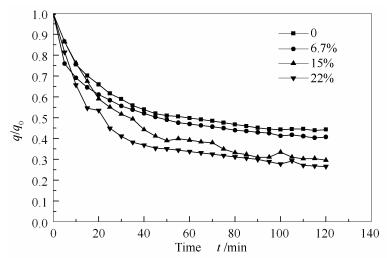
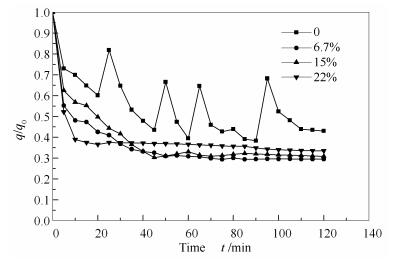
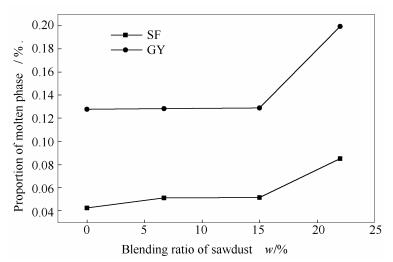
Abstract: The ash deposition characteristics during co-combustion of coal and sawdust was studied in a 50 kW furnace with an online monitoring system composed of CCD camera and ash deposition probe. The deposition process can be divided into three stages: slow growth stage, rapid and stable stage. The stable thickness of bituminous coal increases with increasing proportion of sawdust, while that of lean coal is opposite. The stable thickness of bituminous coal are 1.37, 3.85, 11.50, 20.56 mm and the stable relative heat flux are 0.44, 0.41, 0.30, 0.26 when blending ratio of sawdust are 0, 6.7%, 15%, 22% respectively. The stable slags thickness of lean coal are 18.65, 10.97, 9.78 mm and the stable relative heat flux densities are 0.29, 0.31, 0.33 when blending ratio of sawdust are 6.7%, 15% and 22%. Ca and K in the initial layer of deposition significantly increases in the co-combustion. The melting fraction calculated by FactSage software shows that at the same tem-perature, the melting fraction of ash increases as the sawdust is increased. Because the wood ash contains more alkali metal oxides such as Na2O and K2O, while the content of Al2O3 and SiO2 is less, which lowers the melting temperature of ash.
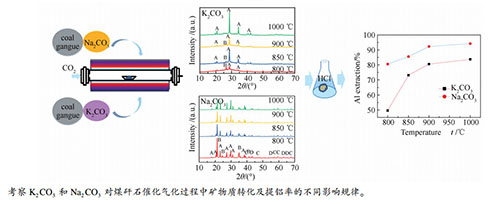
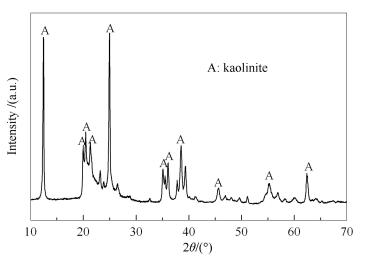
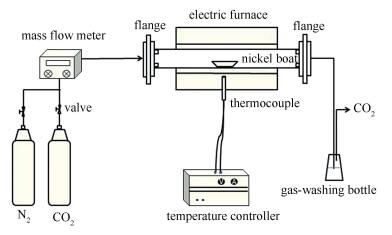
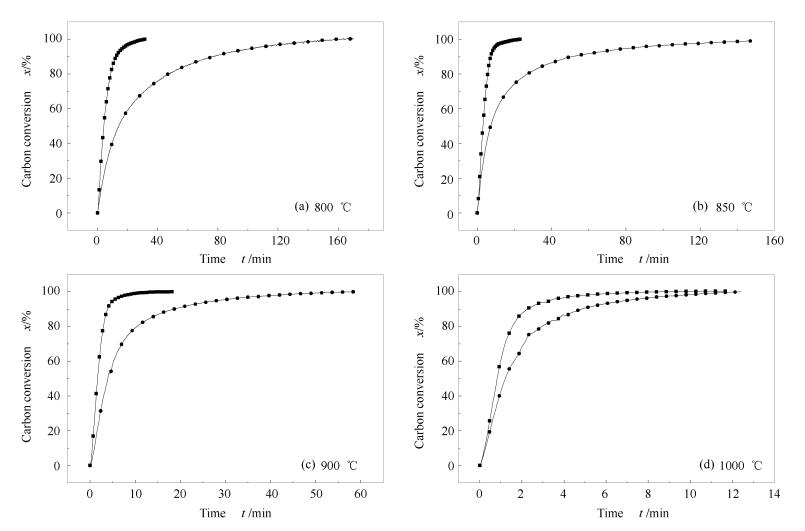
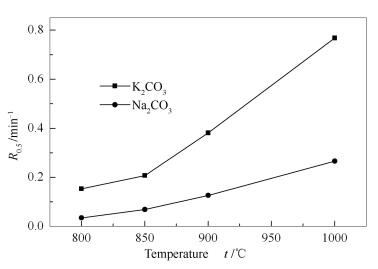
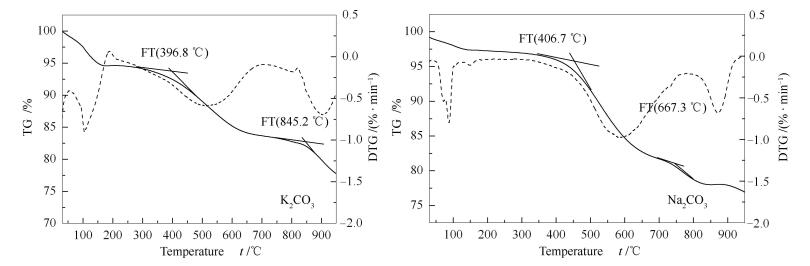
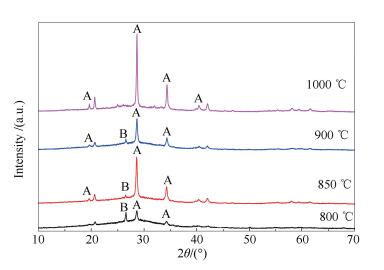
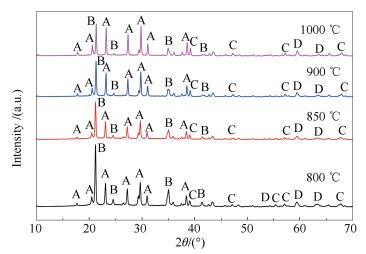
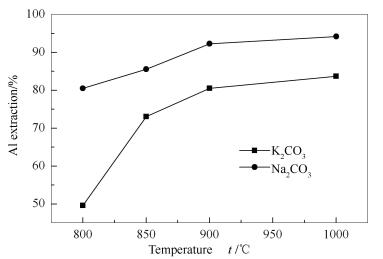
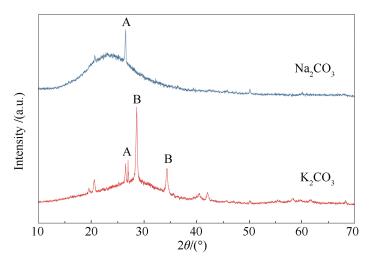
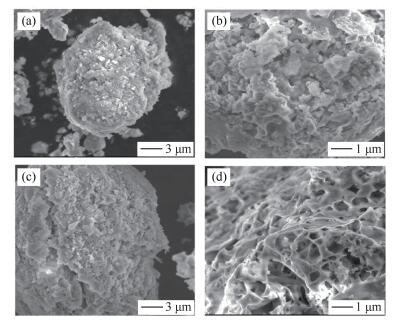
Abstract: Coal gangue as the research object of this study, the effects of Na2CO3 and K2CO3 on the gasification reactivity and the dissolution behavior of Al from catalytic gasification were compared. At the same time, X-ray diffraction (XRD) and thermogravimetric analysis (TGA) were used to analyze the thermal-conversion process of mineral in coal gangue with different catalysts and at different temperatures. The results show that compared with K2CO3, Na2CO3 can react more easily with the kaolinite in coal gangue to form nepheline, which can achieve effective separation of aluminum and silicon by acid leaching. Moreover, using Na2CO3 as catalyst, the Al extraction rate of gasification ash treated by hydrochloric acid can reach 92.3%, while it can only reach 83.7% using K2CO3 as catalyst. Therefore, Na2CO3 has better selectivity for the coal gangue catalytic gasification coupled with aluminum extraction from gasification ash.
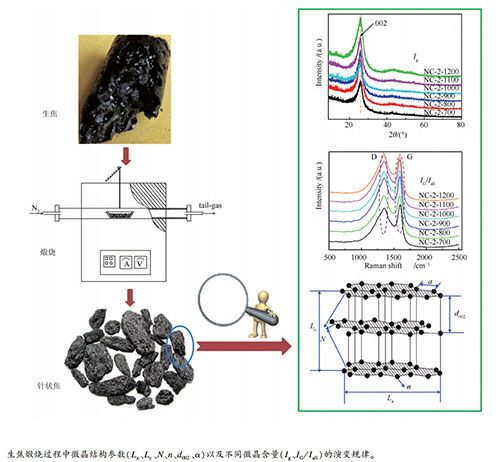
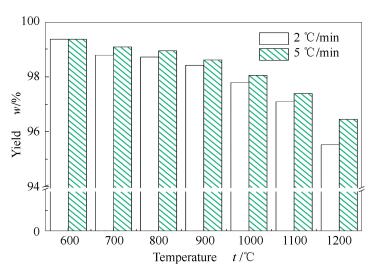
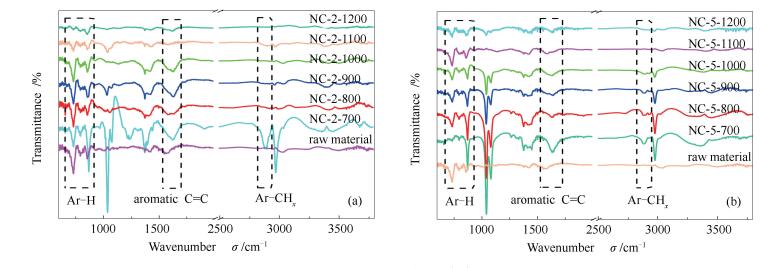
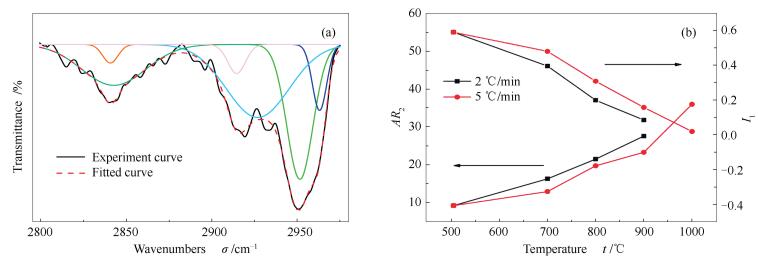
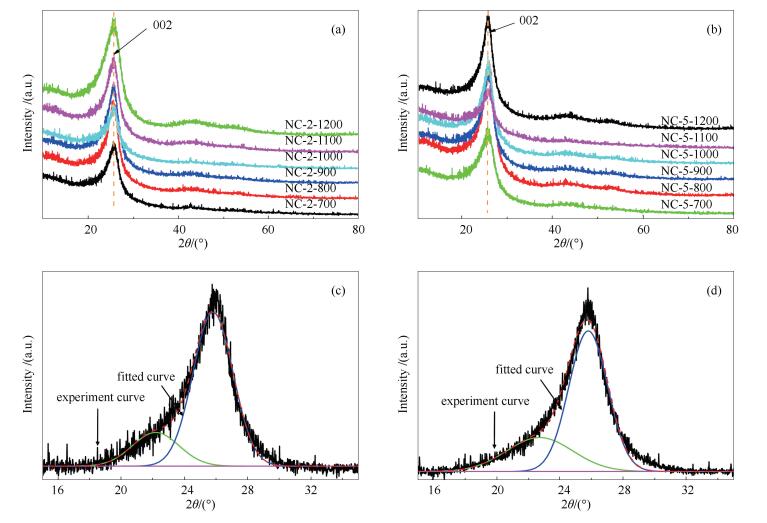
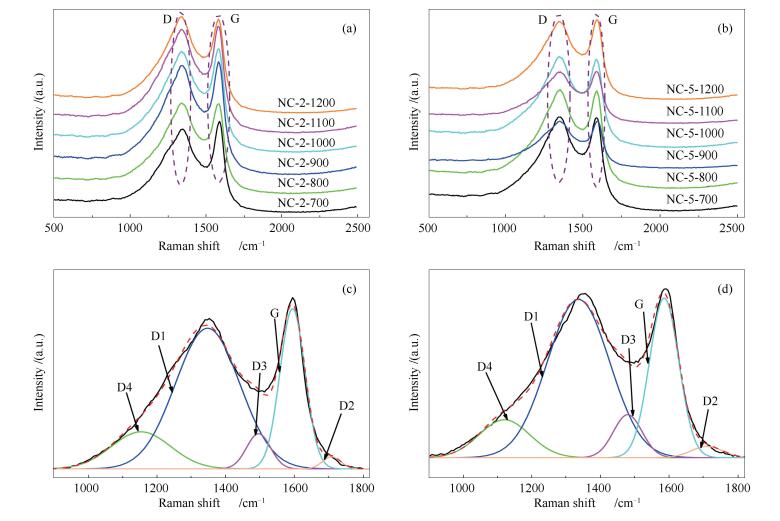
Abstract: The evolution of the microstructure of needle coke during calcination process has been determined by FT-IR, XRD, and Raman spectroscopy, in which the needle cokes were obtained by calcination at heating rates of 2 and 5 ℃/ min with the coal-based green needle coke as the raw materials, respectively. The results show that the diameter of carbon microcrystal La, the height of carbon microcrystal Lc, the lamella content in the crystal (N), the average carbon number in each layer (n), and the content of tending regular graphite micro crystals (Ig) in the needle coke increase gradually with the rising of the calcination temperature. However, the value of Lc appears an "inflection point" due to the escape of volatiles and shrinkage of green needle coke. The layer spacing d002 fluctuates due to the random "layer fault" between the new layer and the original layer. The higher the heating rate, the smaller the characteristic carbon microcrystal parameters (La, Lc, N, and n) of needle coke, and the latter the temperature of "inflection point" for Lc appears. Also, the content of perfect graphite microcrystallite (IG/Iall) increases gradually with the increasing of temperature, and the defective graphite microcrystallites transforms to each other continuously during calcination process, finally being developed into the graphite microcrystals. The average bond length α of C-C bond in the carbon planes would become larger with the increase of calcination temperature.
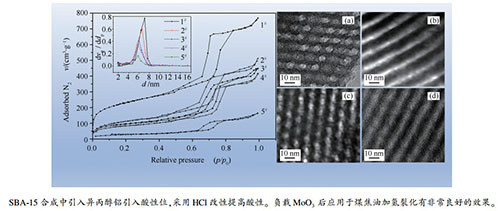
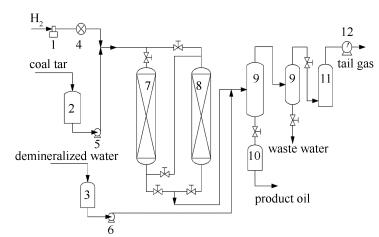
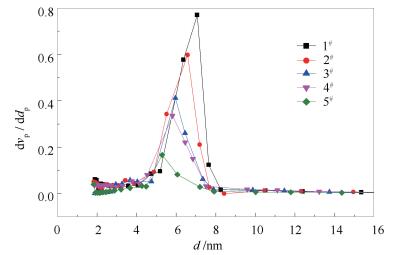
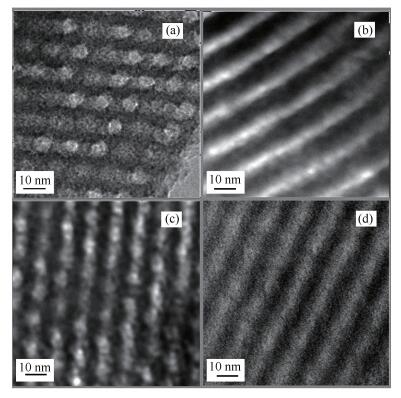
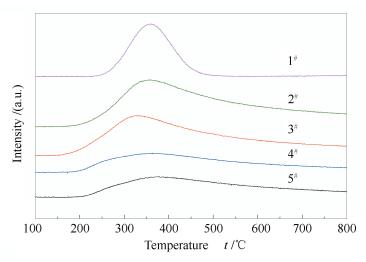
Abstract: A series MoO3/Al-SBA-15 catalysts modified by HCl were prepared by evaporation induction method. The catalysts were characterized by XRD, BET, TEM and NH3-TPD. The results showed that the modification of the catalyst retained the hexagonal structure of SBA-15 with ordered pore structure. The pore size of the modified samples was about 8 nm with wall thickness of about 4 nm. The catalysts were typical mesoporous molecular sieves over which the active components were well distributed. The Al-SBA-15 loaded with MoO3 had good hydrocracking activity after prevulcanization. Under the condition of 14.9% MoO3 loading, the total yield of naphtha and aviation kerosene fraction was 79.21%. The naphtha had the highest aromatic potential of 72.4, which was an excellent feedstock for reforming to produce aromatics. The high BMCI value of the cracked tail oil was not suitable for ethylene production by cracking.
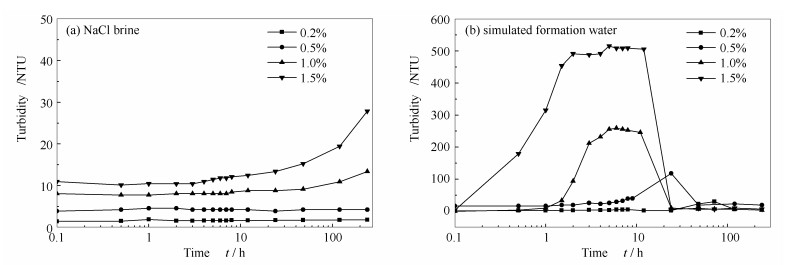
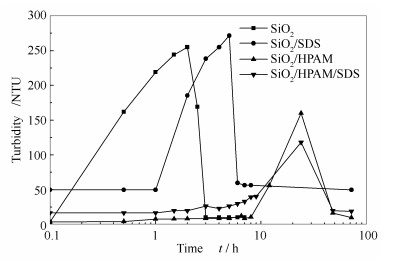
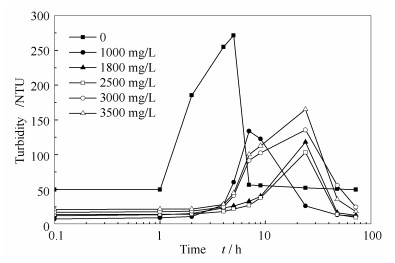
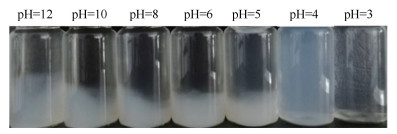
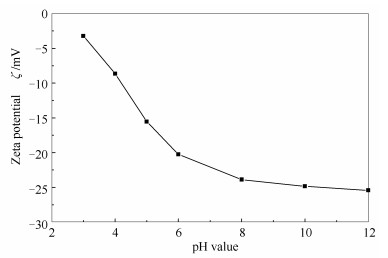
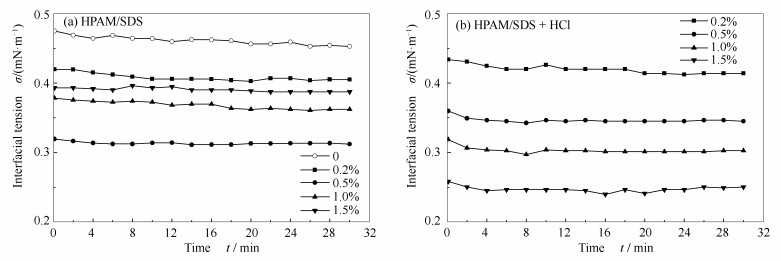
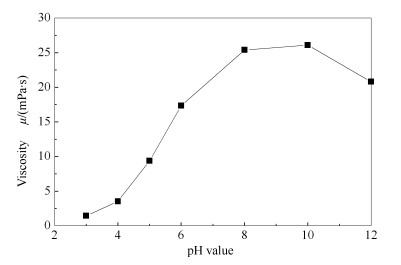
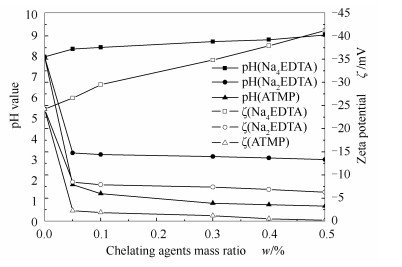
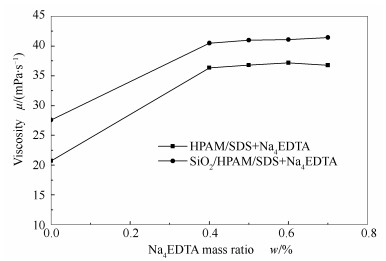
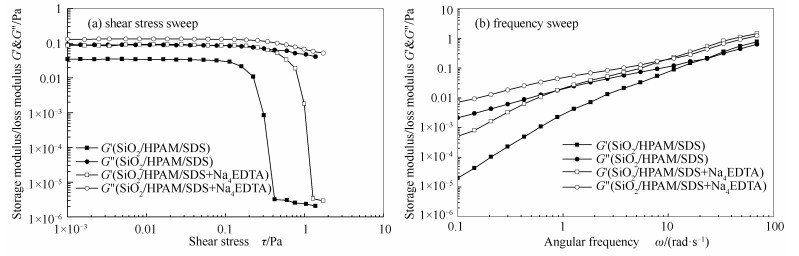
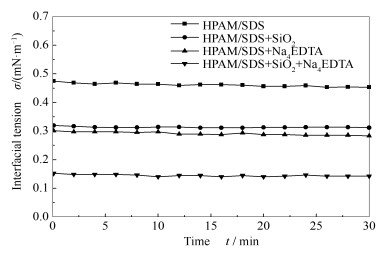
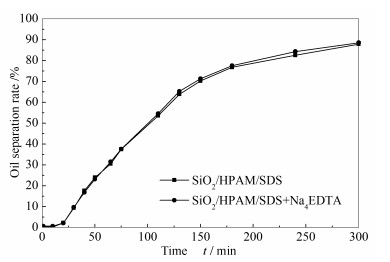
Abstract: The turbidity and Zeta potential experiments of nano-SiO2/HPAM/SDS dispersion systems at 60 ℃, 1.0×104 mg/L NaCl brine and simulated formation water were first investigated and the results indicated that Ca2+ and Mg2+ ions were responsible for the instability of dispersion system. Then, the methods of reducing pH value and adding chelating agents were used to improve the stability of nano-SiO2/HPAM/SDS dispersion system in simulated formation water, and the improvement effects and mechanisms were discussed based on sedimentation experiments and Zetasizer. The influences of these two methods on the oil displacement performances of dispersion system were analyzed by rheometer and interfacial tensiometer. The experimental results suggested that with the decrease of pH value, the stability of dispersion system was enhanced by the protection of H+ in the SiO2 double electric layer and the enhancement of hydration forces between particles although the absolute value of Zeta potential(|ζ|) of dispersion system decreased. All of the chelating agents including Na2EDTA, ATMP and Na4EDTA can improve the stability of dispersion system. Ca2+ and Mg2+ ions were complexed and pH value of dispersion system was decreased with the addition of Na2EDTA and ATMP, however, the decrease of pH value resulted in a sharp deterioration in the viscosity of dispersion systems. With the addition of Na4EDTA, the pH value of dispersion systems increased. The|ζ|, viscosity, storage modulus and loss modulus of dispersion systems all increased, which were benefited from the formation of stable complexes between Na4EDTA, and Ca2+ and Mg2+. Meanwhile, the ability of dispersion system to reduce oil and water interfacial tension was enhanced. Thus, after addition of Na4EDTA with mass ratio of 0.4% (optimal mass ratio)in dispersion system with nano-SiO2 mass ratio of 0.5%, the oil recovery was increased by 3.1%.
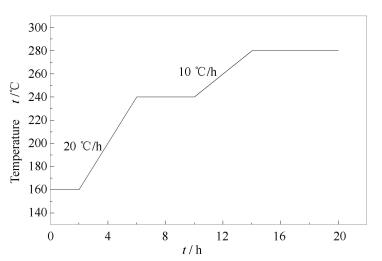
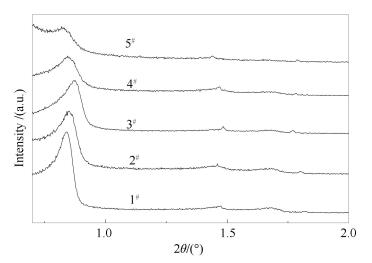
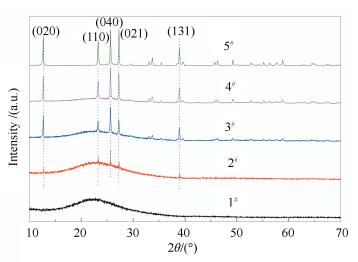
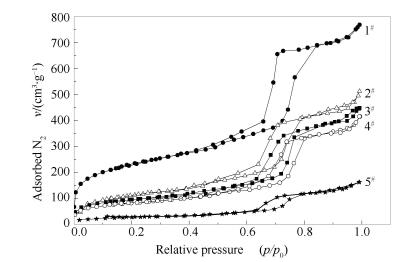
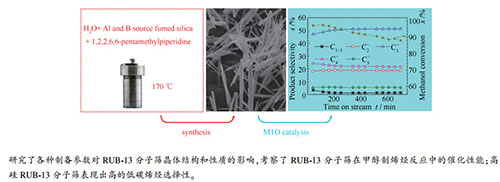
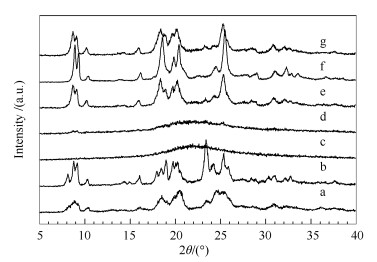
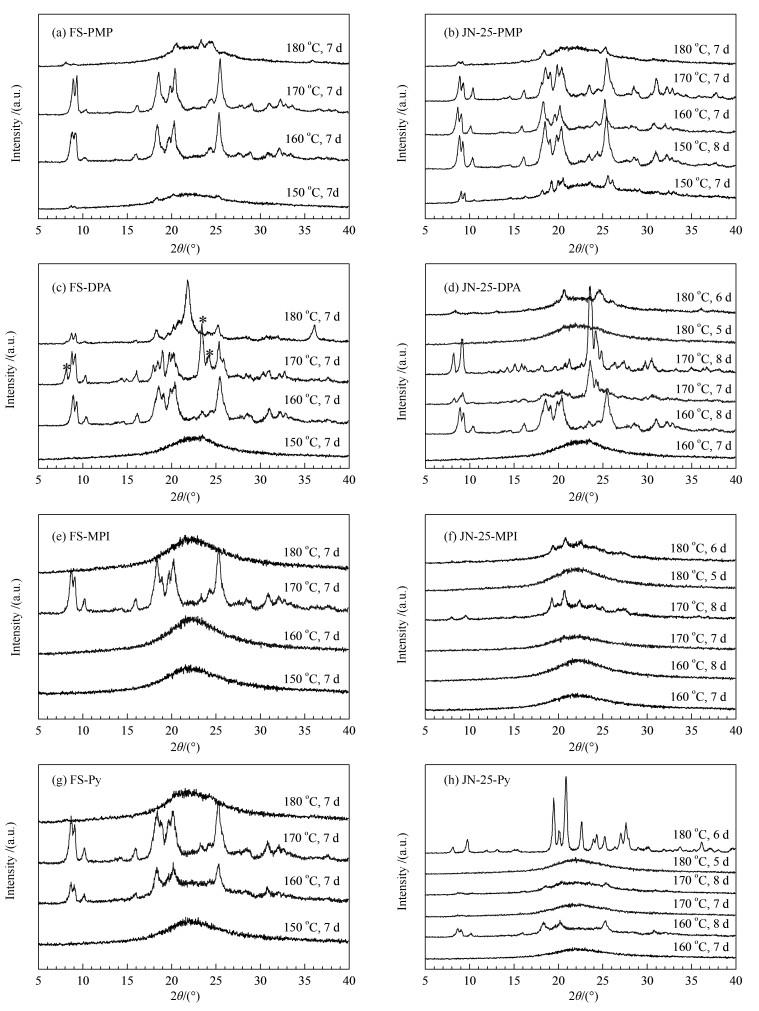
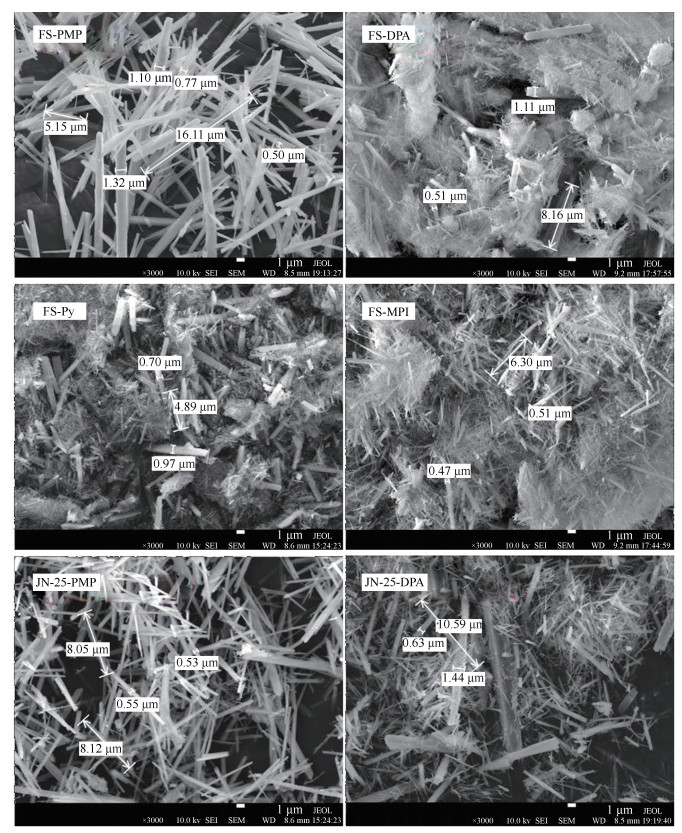
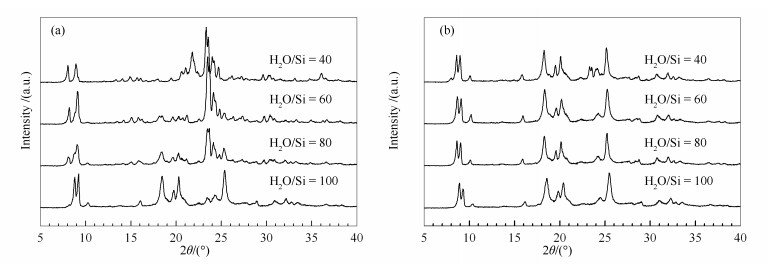
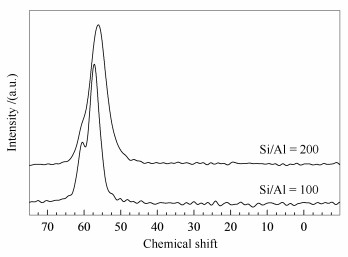
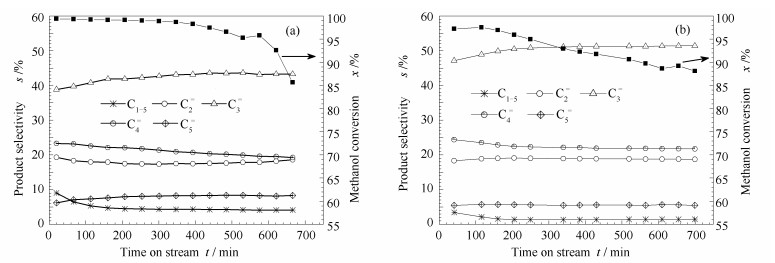
Abstract: RUB-13 zeolites were synthesized by hydrothermal method. The effect of organic structure-directing agent (OSDA), silica source, crystallization temperature and Si/H2O ratio on the crystal structure was investigated and the catalytic performance of H-RUB-13 in the conversion of methanol to olefins (MTO) was evaluated. The results indicate that with 1, 2, 2, 6, 6-pentamethylpiperidine (PMP) as OSDA and fumed silica as silica source, pure and highly crystalline RUB-13 zeolites with a Si/Al ratio of 100 or 200 can be successfully synthesized by crystallization at 170 ℃, with a H2O/Si ratio of 100 or 80 in the synthesis gel, respectively. The crystals of the synthesized RUB-13 zeolites display a thin rod-like morphology. As a catalyst in MTO, the high-silica H-Al-B-RUB-13 (Si/Al=200) zeolite exhibits unprecedentedly high selectivity to light olefins at 400 ℃ (54.5% to propene and 97.8% to C2-5=), much better than the traditional H-SAPO-34 and H-ZSM-5 zeolites under similar conditions.
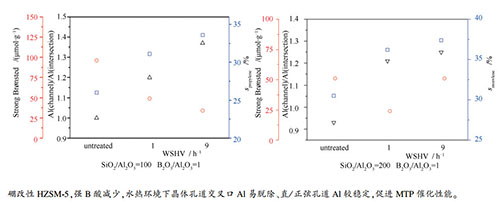
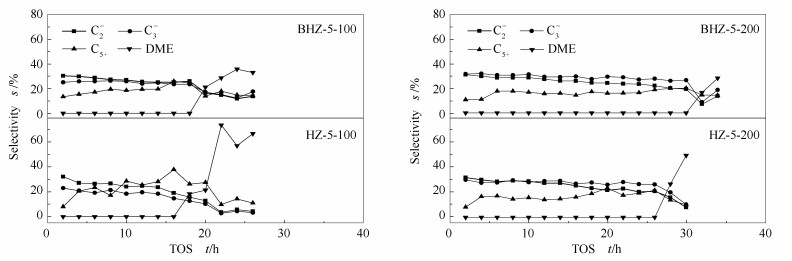
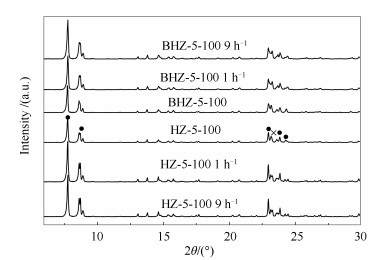
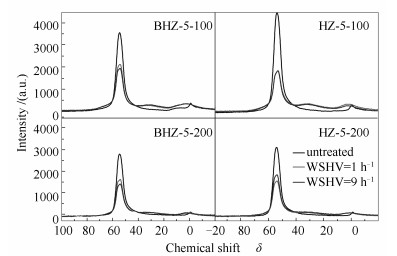
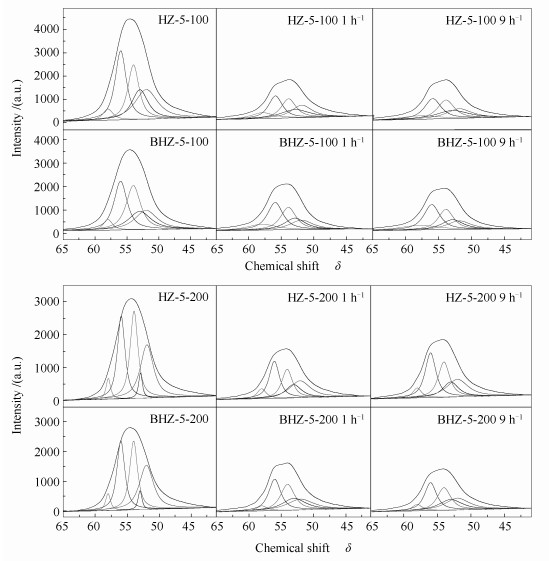
Abstract: BHZSM-5 zeolite was synthesized using one-step hydrothermal crystallization by changing SiO2/Al2O3 (100 and 200) with B2O3/Al2O3=1. The catalytic activity for methanol to propylene (MTP) was studied. Boron modification lead to increased propylene selectivity and improved stability. Boron modification reduced the amount of the strong Brønsted (B) acid sites. Subjected to hydrothermal treatment at 480 ℃, BHZSM-5 remained 50% of the amount of the strong B acid sites, higher than that of HZSM-5, showing enhanced hydrothermal stability. The distribution of the framework Al also changed. The Al located in the straight and the sinusoidal channels of the ZSM-5 crystal was stable whereas those at the channel intersections was easy to be removed, favoring the MTP activity via the olefin cycle mechanism. As the hydrothermal treatment velocity was increased from 1 h-1 to 9 h-1, the B acid sites amount of the BHZSM-5 further decreased and more Al at the intersections was removed.
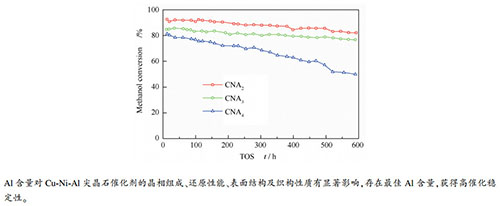
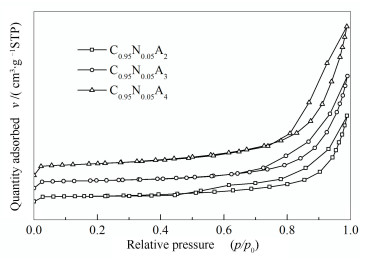
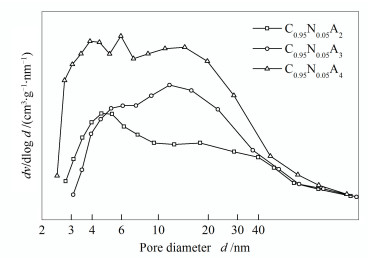
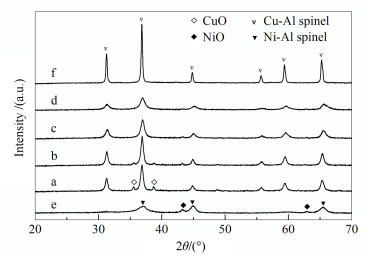
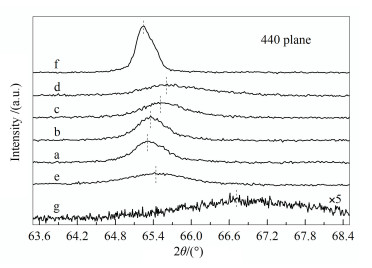
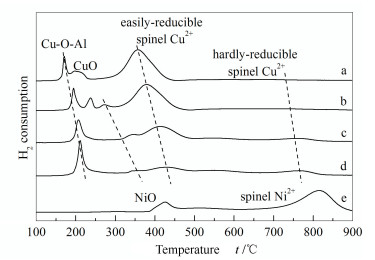
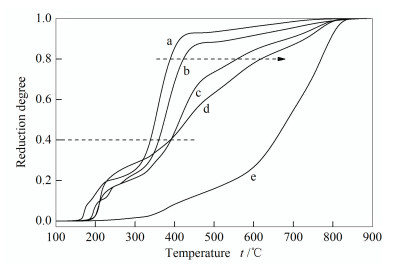
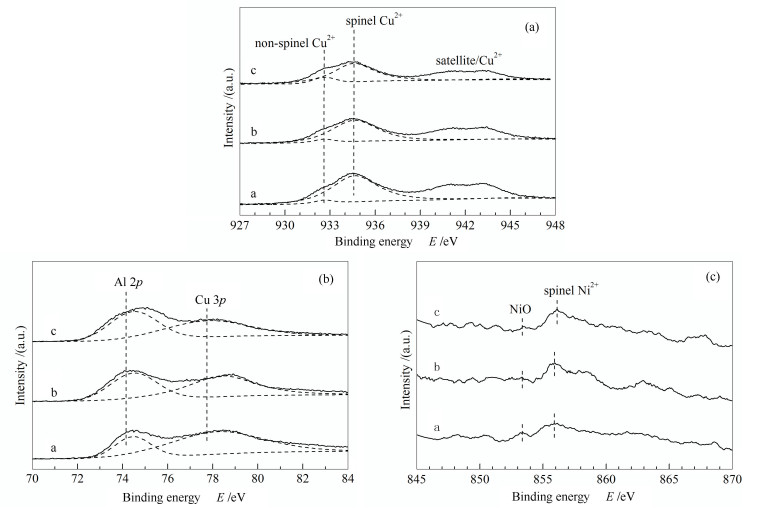
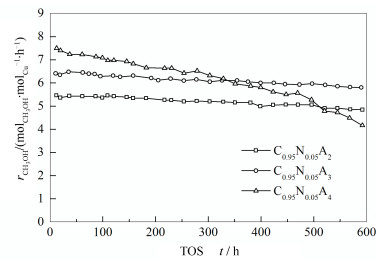
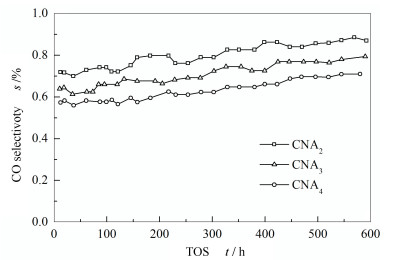
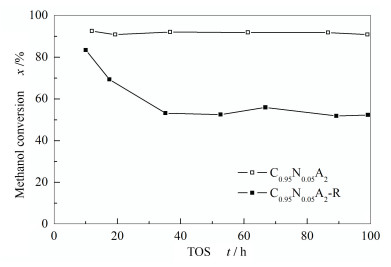
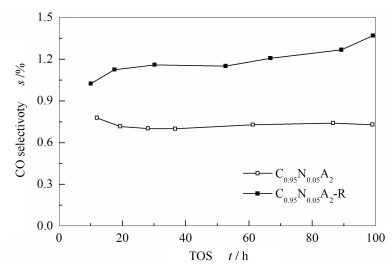
Abstract: Cu-Ni-Al ternary spinel solid solution catalysts with different Al content are prepared by the solid-phase ball milling method. The characterizations with XRD, H2-TPR, BET and XPS, and catalytic performance testing are carried out to study the effects of Al content on the physicochemical properties of the Cu-Ni-Al spinels and their sustained release catalytic performances in methanol steam reforming for hydrogen production. Characterization results show a significant increase in the specific surface area and pore volume of the catalysts with increasing the Al content (Al = 2, 3, 4) at a constant Cu/Ni molar ratio of 0.95:0.05. At the same time, both the cell parameters and crystallite sizes of Cu-Ni-Al spinel solid solutions decrease, and the catalysts become difficult to be reduced. Furthermore, the content of spinel Ni2+ increases slightly while the spinel Cu2+ decreases significantly, leading to a declined total content of spinel Cu2+ plus Ni2+. The results also indicate that the presence of Ni2+ inhibits the formation of spinel Cu2+. Surface analysis results show that the increase of Al content transforms the catalyst surface composition from Cu-rich to Al-rich, and the surface spinel Cu2+ decreases, but it is still higher than the spinel bulk. The catalyst testing results show that as the Al content in the catalysts increases, the initial activity increases notably, and the CO selectivity decreases, but too much Al results in an inferior catalytic stability. In general, the catalyst with an Al = 3 shows a better catalytic performance in terms of activity and stability. The results of this paper demonstrate that there is an optimal Al content for the Cu-Ni-Al spinel solid solutions used as the sustained release catalysts, playing a crucial role in obtaining high catalytic stability.
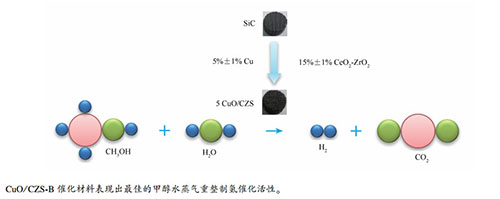
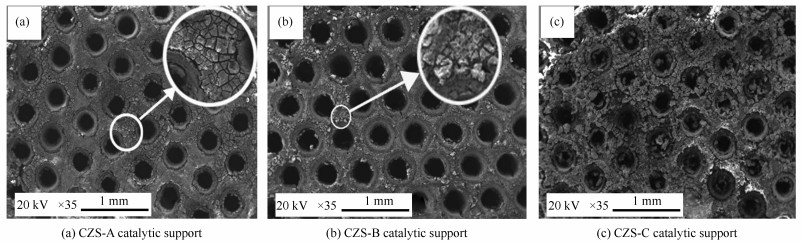
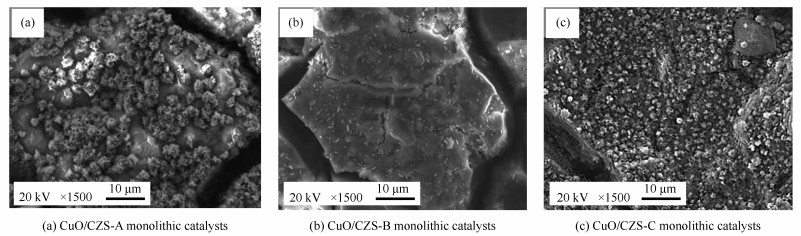
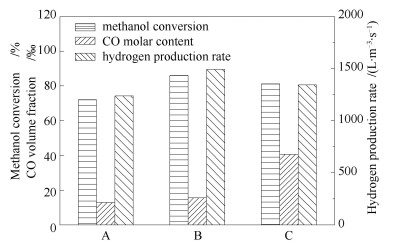
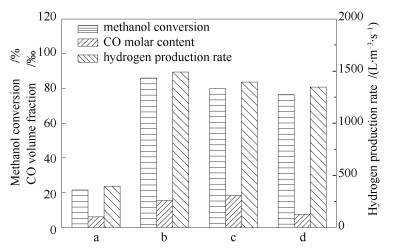
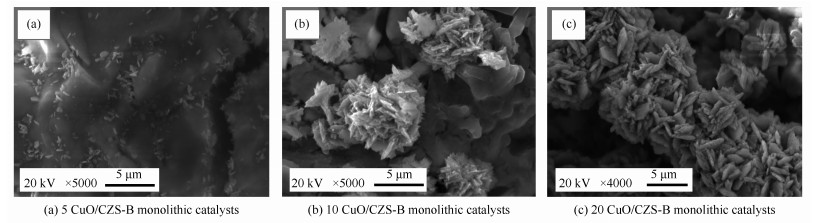
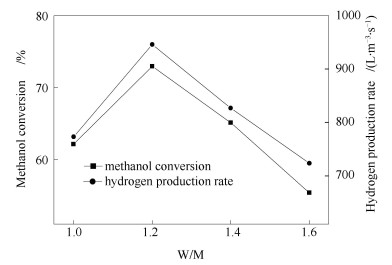
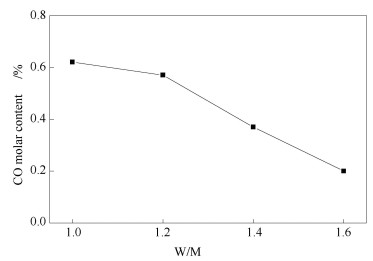
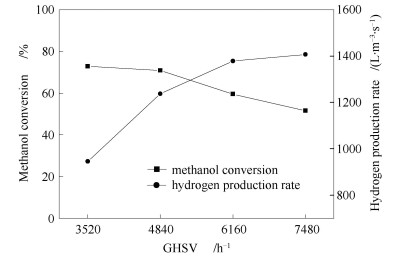
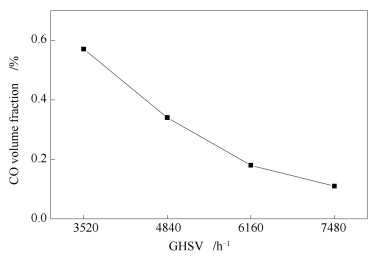
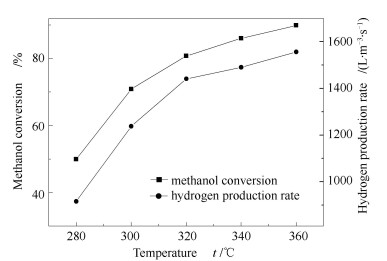
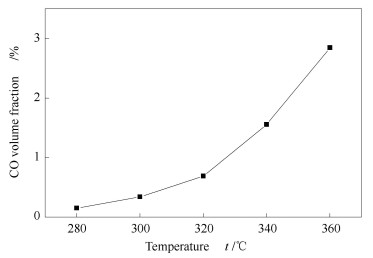
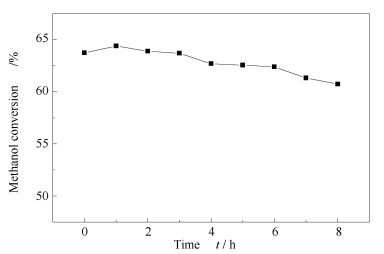
Abstract: CuO/CeO2-ZrO2/SiC monolithic catalysts were prepared by the sol-gel and incipient-wetness impregnation methods, and then used in methanol steam reforming reaction for H2 production. The results indicated that CuO/CeO2-ZrO2/SiC monolithic catalysts showed better activity, higher hydrogen production rate and less CO volume fraction than the CuO/CeO2-ZrO2 bead catalysts. Then the effects of CuO content and coating amount on methanol steam reforming were explored. When the CeO2-ZrO2 mass content was 15%±1% and CuO was 5%±1%, the obtained catalyst showed the best catalytic activity. At a reaction temperature of 340 ℃, water and methanol molar ratio of 1.2, methanol and water gas hourly space velocity of 4840 h-1, methanol conversion reached 86.0%, hydrogen production rate was 1490.0 L/(m3·s), and CO content in reformed gas was 1.55%. The effects of gas hourly space velocity, water and methanol molar ratio and temperature on methanol steam reforming reaction activity were studied by the single factor experiments. The results showed that, as the gas hourly space velocity increased, methanol conversion decreased, hydrogen production rate increased, and the volume fraction of CO in the reformed gas decreased. As the molar ratio of water to methanol increased, both the methanol conversion and the hydrogen production rate increased first and then declined, and the volume fraction of CO in the reformed gas decreased. With the increase of reaction temperature, methanol conversion rate, hydrogen production rate and the content of CO in the reformed gas increased.
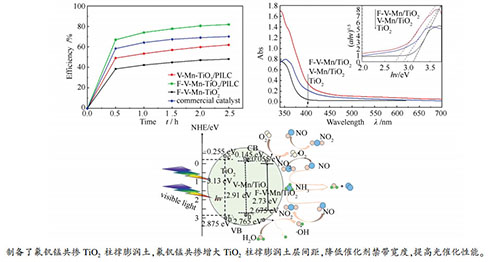
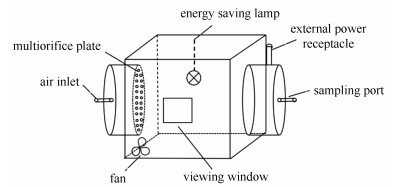
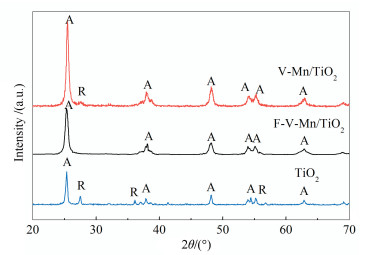
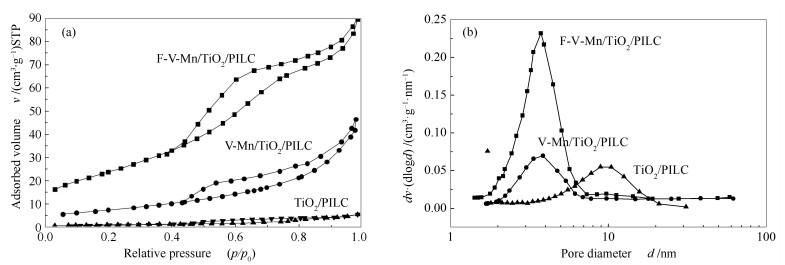
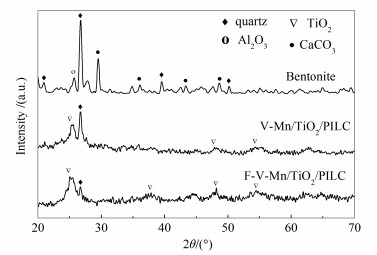
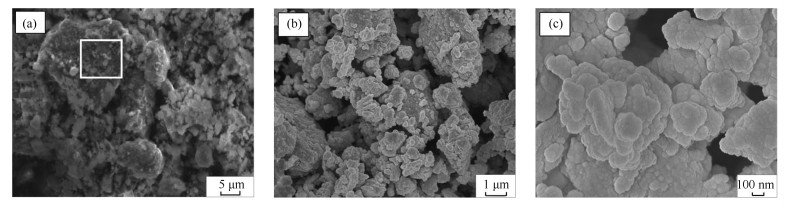
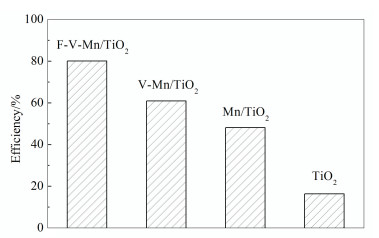
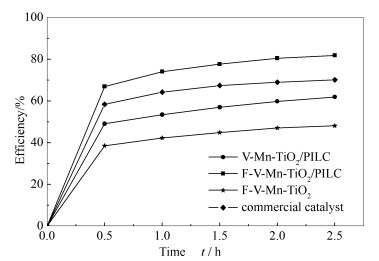
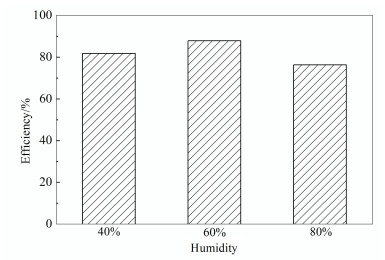
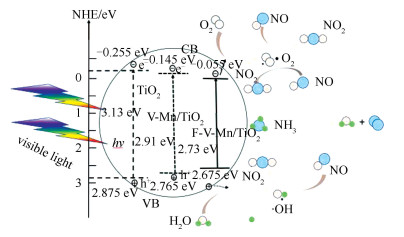
Abstract: F, V and Mn co-doped TiO2-pillared bentonite was prepared by the sol-gel method and characterized by XRD, nitrogen sorption, UV-vis spectroscopy, SEM, etc.; its performance in the photocatalytic denitration of NO was investigated under visible light irradiation at room temperature. The results indicate that the photocatalytic denitration efficiency of F-V-Mn co-doped TiO2-pillared bentonite for NO at a concentration of 661 μg/m3 is approximately 100%; when the concentration of NO increases to 1657 μg/m3, the photocatalytic efficiency decreases to 81.9%, which is however 33.8% higher than that over the unpillared F-V-Mn co-doped TiO2. The reaction rate constant over the F-V-Mn co-doped TiO2-pillared bentonite is twice as high as that over the V-Mn co-doped TiO2 pillared bentonite; moreover, the F-V-Mn co-doped TiO2-pillared bentonite also displays improved resistance against water and SO2 poisoning. TiO2 pillars can not only retain the flaky crystal structure of bentonite, but also increase the distance between bentonite layers from 0.667 to 0.710 nm and enhance the adsorption capacity. Meanwhile, the doping elements can inhibit the growth of TiO2 rutile and reduce the band gap of TiO2, which is effective in improving the response to visible light, prolonging the service life, and broadening the application range of TiO2 for the photocatalytic denitration.
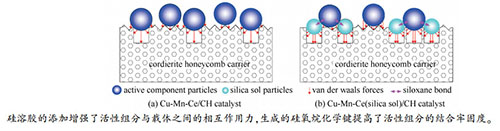
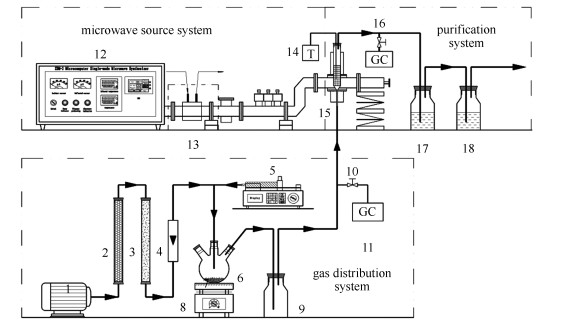
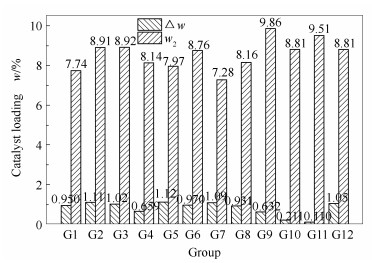
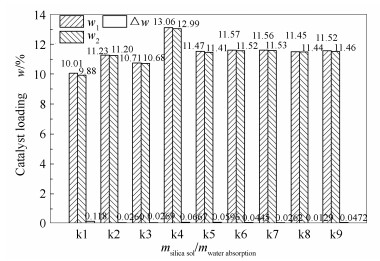
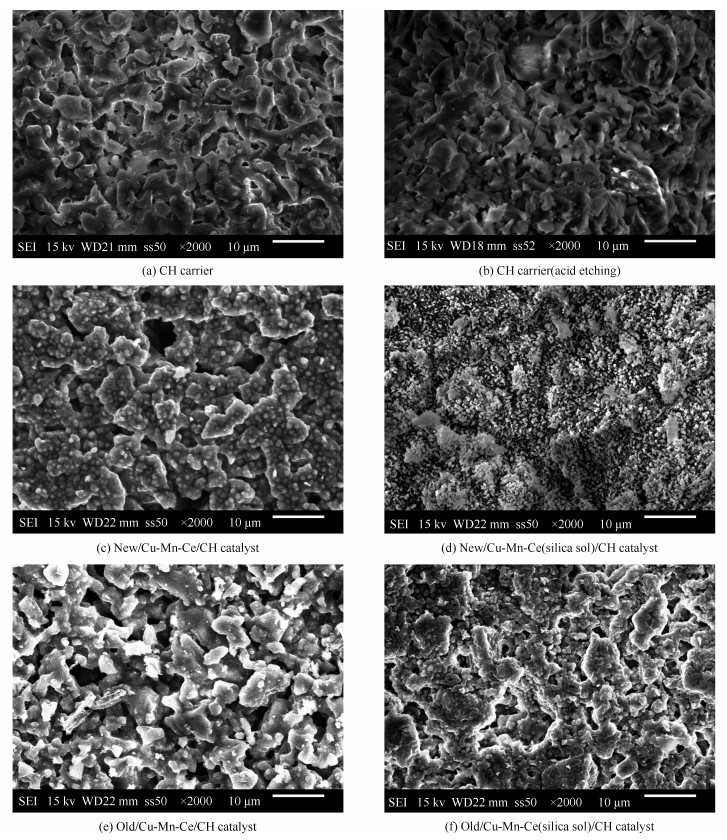
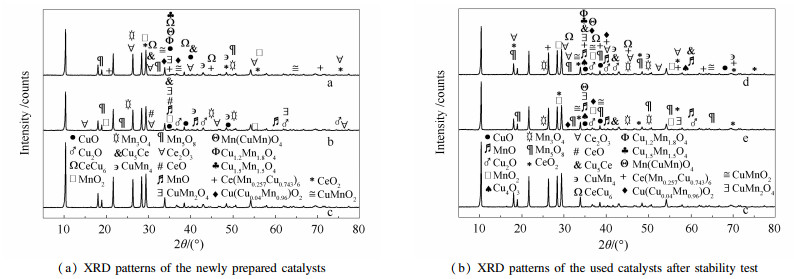
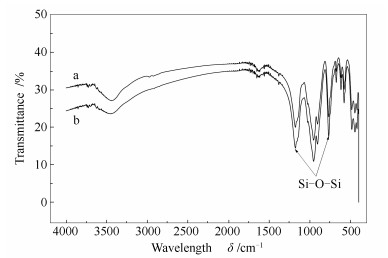
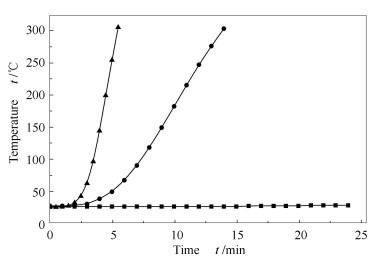
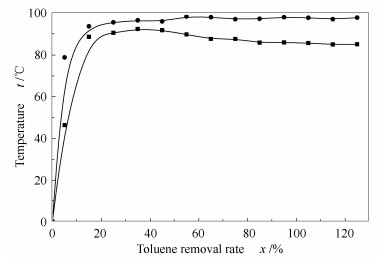
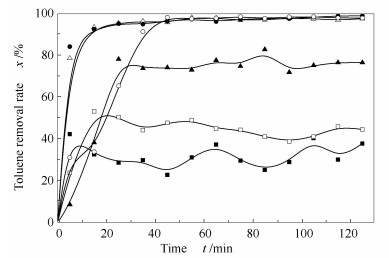
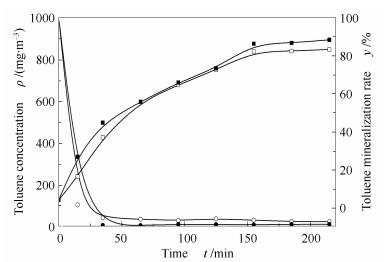
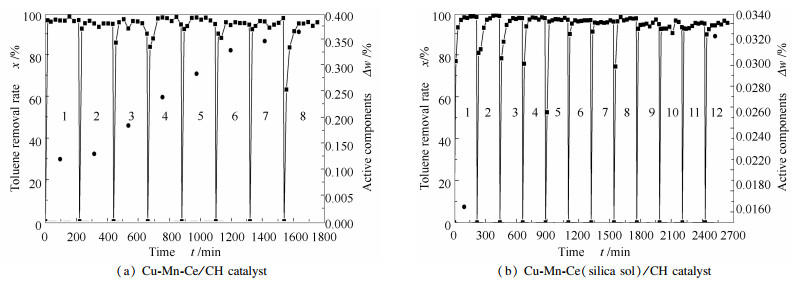
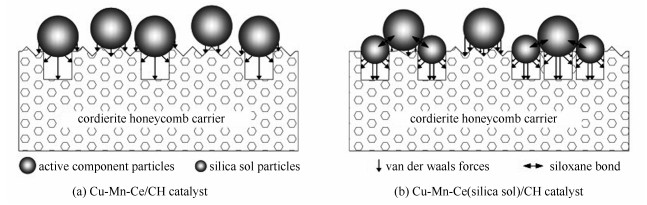
Abstract: Aiming at solving the shedding problem of active components, a loading strategy that includes carrier pretreatment and addition of silica sol was adopted to strengthen the combination of the active components with the carrier. Catalytic activity of the catalyst was investigated in toluene combustion by using microwave single-mode cavity, and high-firmness catalysts were characterized subsequently. The study showed that the shedding rate of Cu-Mn-Ce(silica sol)/cordierite honeycomb(CH) catalyst prepared under conditions of 10% hydrochloric acid pretreatment at room temperature and 0.125 of the mass ratio of silica sol to water absorption amount of CH carrier was 0.0129%, which was much lower than 0.950% of Cu-Mn-Ce/CH catalyst. Cu-Mn-Ce(silica sol)/CH catalyst had smaller active particles, larger specific surface area and more active crystals than Cu-Mn-Ce/CH catalyst. Under conditions of 1000 mg/m3 of initial concentration, 0.12 m3/h of air flow, 200 W of microwave power and 350 ℃ of bed temperature, the removal and mineralization rates of toluene by Cu-Mn-Ce(silica sol)/CH catalyst were 98.5% and 87.9%, respectively. The Cu-Mn-Ce(silica sol)/CH catalyst owned high catalytic activity and stability after 43 h run, and the shedding rate of active components was 0.0328%. The addition of silica sol could enhance the interaction forces between the active components and the catalyst carrier, and the formation of siloxane chemical bonds could greatly improve the connection of active components to prolong the service life of the catalyst.
Supervisor:Chinese Academy of Sciences
Sponsors by:Shanxi Institute of Coal Chemistry, Chinese Academy of Sciences Chinese Chemical Society